Hágæða galvaniseruðu stálrör





Hágæða galvaniseruðu stálrör
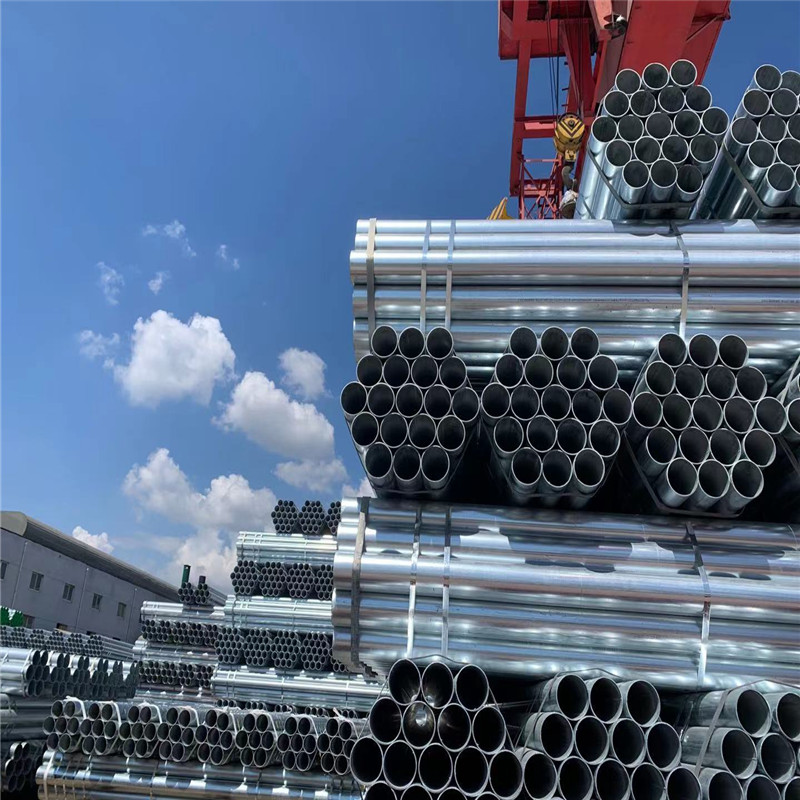
Heitt galvaniseruðu stálpípa er til að láta bráðinn málm hvarfast við járnfylki til að framleiða állag, til að sameina fylkið og húðunina.Heitgalvaniserun er að súrsa stálpípuna fyrst.Til þess að fjarlægja járnoxíð á yfirborði stálpípunnar, eftir súrsun, er það hreinsað í ammóníumklóríð eða sinkklóríð vatnslausn eða ammóníumklóríð og sinkklóríð blandað vatnslausnargeymi og síðan sent í heitt galvaniserunargeymi.Heitgalvaniserun hefur kosti einsleitrar húðunar, sterkrar viðloðun og langan endingartíma.Til að bæta tæringarþol stálröra eru almennar stálrör galvaniseruð.Galvaniseruðu stálrör skiptast í heitgalvaniseringu og rafgalvaniseringu.Heitgalvaniserunarlagið er þykkt, kostnaður við rafgalvaniseringu er lítill og yfirborðið er ekki mjög slétt.Súrefnisblásandi soðið pípa: það er notað sem stálblástursrör.Almennt er lítið þvermál soðið stálpípa notað, með átta forskriftir 3 / 8-2 tommur.Hann er gerður úr 08, 10, 15, 20 eða 195-q235 stálræmum.Til að koma í veg fyrir tæringu skal sumt vera á áhrifaríkan hátt.Nafnveggþykkt mm 2,0 2,5 2,8 3,2 3,5 3,8 4,0 4,5.
C stuðull: 1,064 1,051 1,045 1,040 1,036 1,034 1,032 1,028
Stálgráða: q215a;Q215B;Q235A;Q235B
Prófþrýstingsgildi / MPA: d10,2-168,3 mm er 3Mpa;D177.8-323.9mm er 5MPa.
skoðun svartra hluta → upphenging → fituhreinsun → skolun → súrsun → þrif → dýfingarhúðunaraðstoð → heitloftsþurrkun → heitgalvanisering → innri og ytri blása → kæling → passivering og skolun → afferming → skoðun og frágangur → auðkenning á vélritun → vörugeymsla og pakkning, samgöngur.
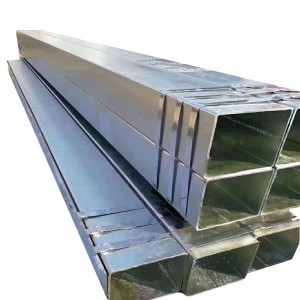
Galvanhúðuð ræma → afspólun → teygja → veltingur pípa → suðu → örmyndun → passivering og skolun → sinkuppbót → stilling → innsláttarauðkenning → skurður → umbúðir → þurrkun → vigtun.Helstu tilgangur galvaniseruðu pípa er nú aðallega notað til að flytja gas, hita og annan byggingariðnað og vatnsverndariðnað.